

1। साधारण
इस श्रृंखला के वाल्वों का उपयोग पाइपलाइन प्रणाली में पाइपलाइनों को बंद करने या खोलने के लिए किया जाता है ताकि सिस्टम के सामान्य संचालन को बनाए रखा जा सके।
2. उत्पाद विवरण
2.1 तकनीक की आवश्यकता
2.1.1 डिज़ाइन और निर्माण: API600, API603, ASME B16.34, BS1414
2.1.2 कनेक्शन अंत आयाम: ASME B16.5, ASME B16.47, ASME B16.25
2.1.3 आमने-सामने या अंत से अंत: ASME B16.10
2.1.4 निरीक्षण और परीक्षण: एपीआई 598, एपीआई 600
2.1.5 नाममात्र आकार: MPS2 "~ 48", नाममात्र वर्ग रेटिंग: कक्षा 150 ~ 2500
2.2 इस श्रृंखला के वाल्व मैनुअल हैं (हैंडव्हील या गियर बॉक्स के माध्यम से सक्रिय) फाटक सिरों और बट वेल्डिंग अंत के साथ गेट वाल्व। वाल्व स्टेम लंबवत चलता है।जब हैंडव्हील को दक्षिणावर्त घुमाते हैं, तो पाइप लाइन को बंद करने के लिए गेट नीचे गिर जाता है;जब हैंडव्हील वामावर्त घुमाता है, तो गेट पाइप लाइन खोलने के लिए ऊपर उठता है।
2.3 संरचनात्मक चित्र 1, 2 और 3 देखें।
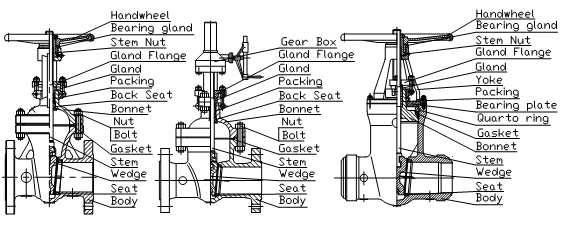
2.4 मुख्य भागों के नाम और सामग्री तालिका 1 में सूचीबद्ध हैं।
| भाग का नाम | सामग्री |
| शरीर और बोनट | एएसटीएम A216 डब्ल्यूसीबी、एएसटीएम A352 एलसीबी、एएसटीएम A217 WC6、 एएसटीएम A217 WC9、एएसटीएम ए351 सीएफ3、एएसटीएम A351 CF3M एएसटीएम A351 CF8、एएसटीएम ए351 सीएफ8एम、एएसटीएम ए351 सीएन7एम एएसटीएम A494 CW-2M、मोनेल |
| दरवाज़ा | एएसटीएम A216 डब्ल्यूसीबी、एएसटीएम A352 एलसीबी、एएसटीएम A217 WC6、 एएसटीएम A217 WC9、एएसटीएम ए351 सीएफ3、एएसटीएम A351 CF3M एएसटीएम A351 CF8、एएसटीएम ए351 सीएफ8एम、एएसटीएम ए351 सीएन7एम एएसटीएम A494 CW-2M、मोनेल |
| सीट | एएसटीएम A105、एएसटीएम ए350 एलएफ2、F11、F22、 एएसटीएम A182 F304(304 L),एएसटीएम A182 F316(316एल) एएसटीएम बी 462、है.सी-4、मोनेल |
| तना | एएसटीएम A182 F6a、एएसटीएम A182 F304(304 L) 、एएसटीएम A182 F316(316एल),एएसटीएम बी 462、है.सी-4、मोनेल |
| पैकिंग | ब्रेडेड ग्रेफाइट और लचीला ग्रेफाइट、पीटीएफई |
| स्टड/अखरोट | एएसटीएम ए193 बी7/ए194 2एच、एएसटीएम एल320 एल7/ए194 4、 एएसटीएम ए193 बी16/ए194 4、एएसटीएम ए193 बी8/ए194 8、 एएसटीएम ए193 बी8एम/ए194 8एम |
| पाल बांधने की रस्सी | 304(316)+ ग्राफ़、304(316),है.सी-4、 मोनेल、बी 462 |
| सीट की अंगूठी / डिस्क / सतहों | 13 करोड़、18Cr-8Ni、18Cr-8Ni-मो、नीकू मिश्र धातु、25Cr-20Ni、एसटीएल |
3. भंडारण, रखरखाव, स्थापना और संचालन
3.1 भंडारण और रखरखाव
3.1.1 वाल्वों को सूखे और अच्छी तरह हवादार कमरे में संग्रहित किया जाना चाहिए।मार्ग के सिरों को कवर से जोड़ा जाना चाहिए।
3.1.2 लंबे समय तक भंडारण के तहत वाल्वों की नियमित रूप से जांच और सफाई की जानी चाहिए, विशेष रूप से क्षति को रोकने के लिए बैठने के चेहरे की सफाई, और तैयार सतहों को जंग अवरोधक तेल के साथ लेपित किया जाना चाहिए।
3.1.3 यदि भंडारण की अवधि 18 महीने से अधिक है, तो वाल्वों का परीक्षण किया जाना चाहिए और रिकॉर्ड बनाया जाना चाहिए।
3.1.4 स्थापित वाल्वों की नियमित रूप से जांच और मरम्मत की जानी चाहिए।मुख्य रखरखाव बिंदुओं में निम्नलिखित शामिल हैं:
1) चेहरे को सील करना
2) वाल्व स्टेम और वाल्व स्टेम अखरोट।
3) पैकिंग।
4) वाल्व बॉडी और वाल्व बोनट की आंतरिक सतह पर दूषण
3.2 स्थापना
स्थापना से पहले, सुनिश्चित करें कि वाल्व पहचान (जैसे मॉडल, डीएन, 3.2.1पीएन और सामग्री) पाइपलाइन प्रणाली की आवश्यकताओं के अनुसार चिह्नित हैं।
3.2.2 स्थापना से पहले, वाल्व मार्ग और सीलिंग चेहरे की सावधानीपूर्वक जांच करें।अगर कहीं गंदगी है तो उसे अच्छी तरह से साफ कर लें।
3.2.3 स्थापना से पहले, सुनिश्चित करें कि सभी बोल्ट कसकर बांधे गए हैं।
3.2.4 स्थापना से पहले, सुनिश्चित करें कि पैकिंग कसकर संपीड़ित है।हालांकि, वाल्व स्टेम की गति परेशान नहीं होनी चाहिए।
3.2.5 वाल्व की स्थापना जगह निरीक्षण और संचालन की सुविधा प्रदान करनी चाहिए।बेहतर स्थिति यह होनी चाहिए कि पाइपलाइन क्षैतिज हो, हैंडव्हील ऊपर हो, और वाल्व स्टेम लंबवत हो।
3.2.6 सामान्य रूप से बंद वाल्व के लिए, इसे उस जगह पर स्थापित करने के लिए उपयुक्त नहीं है जहां वाल्व स्टेम के नुकसान से बचने के लिए काम का दबाव बहुत बड़ा है।
3.2.7 सॉकेट वेल्डेड वाल्व साइट पर पाइपलाइन सिस्टम में स्थापना के लिए वेल्डेड होने पर कम से कम निम्नलिखित आवश्यकताओं को पूरा करेंगे:
1) वेल्डिंग वेल्डर द्वारा किया जाना चाहिए जिसके पास राज्य बॉयलर और दबाव पोत प्राधिकरण द्वारा अनुमोदित वेल्डर का योग्यता प्रमाण पत्र है;या वेल्डर जिसने ASME Vol.Ⅸ में निर्दिष्ट वेल्डर का योग्यता प्रमाणपत्र प्राप्त किया है।
2) वेल्डिंग सामग्री के गुणवत्ता आश्वासन मैनुअल में निर्दिष्ट वेल्डिंग प्रक्रिया मापदंडों का चयन किया जाना चाहिए।
3) वेल्डिंग सीम के भराव धातु की रासायनिक संरचना, यांत्रिक प्रदर्शन और संक्षारण प्रतिरोध आधार धातु के साथ संगत होना चाहिए।
3.2.8 वाल्व सामान्य रूप से स्थापित है, समर्थन, सहायक उपकरण और पाइप के कारण बड़े तनाव से बचा जाना चाहिए।
3.2.9 स्थापना के बाद, पाइपलाइन प्रणाली के दबाव परीक्षण के दौरान, वाल्व पूरी तरह से खोला जाना चाहिए।
3.2.10 बियरिंग पॉइंट: यदि पाइपलाइन में वाल्व भार और ऑपरेशन टॉर्क को सहन करने के लिए पर्याप्त ताकत है, तो किसी बियरिंग पॉइंट की आवश्यकता नहीं है, अन्यथा वाल्व में बियरिंग पॉइंट होना चाहिए।
3.2.11 लिफ्टिंग: वॉल्व को उठाने और उठाने के लिए हैंडव्हील का इस्तेमाल न करें।
3.3 संचालन और उपयोग
3.3.1 सेवा अवधि के दौरान, उच्च गति वाले माध्यम के कारण सीट रिंग और वाल्व गेट की सतह क्षति से बचने के लिए वाल्व गेट को पूरी तरह से खोला या पूरी तरह से बंद किया जाना चाहिए।इसका उपयोग प्रवाह क्षमता को समायोजित करने के लिए नहीं किया जा सकता है।
3.3.2 वाल्व को खोलते या बंद करते समय, सहायक लीवर के बजाय हैंडव्हील का उपयोग करें या अन्य उपकरण का उपयोग करें।
3.3.3 काम कर रहे तापमान पर, सुनिश्चित करें कि तात्कालिक दबाव ASME B16.34 में दबाव-तापमान रेटिंग के काम के दबाव से 1.1 गुना कम हो।
3.3.4 काम के तापमान पर वाल्व के काम के दबाव को अधिकतम स्वीकार्य दबाव से अधिक होने से रोकने के लिए पाइपलाइन पर सुरक्षा राहत उपकरण स्थापित किया जाना चाहिए।
3.3.5 परिवहन, स्थापना और संचालन अवधि के दौरान वाल्व को स्ट्रोक करना और झटका देना प्रतिबंधित है।
3.3.6 अस्थिर द्रव का अपघटन, उदाहरण के लिए, कुछ तरल पदार्थों के अपघटन से आयतन का विस्तार हो सकता है और काम के दबाव में वृद्धि हो सकती है, इस प्रकार वाल्व को नुकसान पहुंचता है और पारगमन होता है, इसलिए, अपघटन का कारण बनने वाले कारकों को खत्म करने या सीमित करने के लिए उपयुक्त माप उपकरणों का उपयोग करें द्रव का।
3.3.7 यदि द्रव घनीभूत है, तो यह वाल्व के प्रदर्शन को प्रभावित करेगा, तरल पदार्थ के तापमान को कम करने के लिए उपयुक्त माप उपकरणों का उपयोग करें (उदाहरण के लिए, द्रव के उपयुक्त तापमान की गारंटी के लिए) या इसे अन्य प्रकार के वाल्व से बदलें।
3.3.8 स्व-ज्वलनशील तरल पदार्थ के लिए, परिवेश की गारंटी के लिए उपयुक्त माप उपकरणों का उपयोग करें और काम का दबाव इसके ऑटो-इग्निशन पॉइंट (विशेष रूप से धूप या बाहरी आग पर ध्यान दें) से अधिक न हो।
3.3.9 विस्फोटक, ज्वलनशील जैसे खतरनाक द्रव के मामले में।विषाक्त, ऑक्सीकरण उत्पादों, यह दबाव में पैकिंग को बदलने के लिए निषिद्ध है (हालांकि वाल्व का ऐसा कार्य है)।
3.3.10 सुनिश्चित करें कि द्रव गंदा नहीं है, जो वाल्व के प्रदर्शन को प्रभावित करता है, इसमें कठोर ठोस पदार्थ नहीं होते हैं, अन्यथा गंदगी और कठोर ठोस को हटाने के लिए उपयुक्त माप उपकरणों का उपयोग किया जाना चाहिए, या इसे अन्य प्रकार के वाल्व से बदलना चाहिए।
3.3.11 स्वीकार्य कार्य तापमान:
| सामग्री | तापमान | सामग्री | तापमान |
| एएसटीएम A216 डब्ल्यूसीबी | -29~425 ℃ | एएसटीएम A217 WC6 | -29~538 ℃ |
| एएसटीएम A352 एलसीबी | -46~343 ℃ | एएसटीएम A217 WC9 | --29~570 ℃ |
| एएसटीएम ए351 सीएफ3(CF3M) | -196~454 ℃ | एएसटीएम A494 CW-2M | -29~450 ℃ |
| एएसटीएम A351 CF8(CF8M) | -196~454 ℃ | मोनेल | -29~425 ℃ |
| एएसटीएम ए351 सीएन7एम | -29~450 ℃ |
| - |
3.3.12 सुनिश्चित करें कि वाल्व बॉडी की सामग्री संक्षारण प्रतिरोधी और जंग की रोकथाम द्रव वातावरण में उपयोग के लिए उपयुक्त है।
3.3.13 सेवा अवधि के दौरान, नीचे दी गई तालिका के अनुसार सीलिंग प्रदर्शन की जांच करें:
| निरीक्षण बिंदु | रिसना |
| वाल्व बॉडी और बोनट के बीच कनेक्शन | शून्य |
| पैकिंग सील | शून्य |
| वाल्व सीट | तकनीकी विनिर्देश के अनुसार |
3.3.14 सीलिंग फेस के घिसाव की नियमित जांच करें।पैकिंग उम्र बढ़ने और क्षति।सबूत मिलने पर समय रहते मरम्मत या बदलवा लें।
3.3.15 मरम्मत के बाद, वाल्व को फिर से इकट्ठा और समायोजित करें, कसने के प्रदर्शन का परीक्षण करें और रिकॉर्ड बनाएं।
3.3.16 आंतरिक परीक्षा और मरम्मत दो साल है।
4. संभावित समस्याएं, कारण और उपचारात्मक उपाय
| समस्या विवरण | संभावित कारण | उपचारी उपाय |
| पैकिंग में रिसाव | अपर्याप्त रूप से संकुचित पैकिंग | पैकिंग अखरोट को फिर से कस लें |
| पैकिंग की अपर्याप्त मात्रा | अधिक पैकिंग जोड़ें | |
| लंबे समय तक सेवा या अनुचित सुरक्षा के कारण क्षतिग्रस्त पैकिंग | पैकिंग बदलें | |
| वाल्व सीटिंग फेस पर रिसाव | गंदा बैठने का चेहरा | गंदगी दूर करो |
| पहना हुआ बैठा हुआ चेहरा | इसकी मरम्मत करें या सीट रिंग या वाल्व गेट बदलें | |
| कठोर ठोस पदार्थों के कारण क्षतिग्रस्त बैठने का चेहरा | द्रव में ठोस ठोस निकालें, सीट रिंग या वाल्व गेट की मरम्मत करें या बदलें, या अन्य प्रकार के वाल्व से बदलें | |
| वाल्व बॉडी और वाल्व बोनट के बीच संबंध में रिसाव | बोल्ट ठीक से नहीं लगे हैं | समान रूप से बोल्ट को जकड़ें |
| वाल्व बॉडी और वाल्व बोनट फ्लैंज की क्षतिग्रस्त बैठने की सतह | इसे ठीक करो | |
| क्षतिग्रस्त या टूटा गैसकेट | गैसकेट बदलें | |
| हैंडव्हील या वाल्व गेट के कठिन घुमाव को खोला या बंद नहीं किया जा सकता है | बहुत कसकर बांधी गई पैकिंग | उचित रूप से पैकिंग नट को ढीला करें |
| सीलिंग ग्रंथि का विरूपण या झुकना | सीलिंग ग्रंथि को समायोजित करें | |
| क्षतिग्रस्त वाल्व स्टेम नट | धागे को ठीक करें और गंदगी को दूर करें | |
| पहना हुआ या टूटा हुआ वाल्व स्टेम नट धागा | वाल्व स्टेम नट को बदलें | |
| बेंट वाल्व स्टेम | वाल्व स्टेम बदलें | |
| वाल्व गेट या वाल्व बॉडी की गंदी गाइड सतह | गाइड सतह पर गंदगी हटाएं |
नोट: सेवा करने वाले व्यक्ति को वाल्वों के साथ संबंधित ज्ञान और अनुभव होना चाहिए।
5. वारंटी
वाल्व को उपयोग में लाने के बाद, वाल्व की वारंटी अवधि 12 महीने है, लेकिन डिलीवरी की तारीख के बाद 24 महीने से अधिक नहीं होती है।वारंटी अवधि के दौरान, निर्माता सामग्री, कारीगरी या क्षति के कारण होने वाली क्षति के लिए मरम्मत सेवा या अतिरिक्त पुर्जे निःशुल्क प्रदान करेगा, बशर्ते कि संचालन सही हो।
पोस्ट समय: मई-19-2022