

1. गेट वाल्व रखरखाव
1.1 मुख्य तकनीकी पैरामीटर:
डीएन: एनपीएस1"~ एनपीएस28"
पीएन: सीएल150~सीएल2500
मुख्य भागों की सामग्री: एएसटीएम ए216 डब्ल्यूसीबी
तना—एएसटीएम ए276 410;सीट—एएसटीएम ए276 410;
सीलिंग फेस-VTION
1.2 लागू कोड और मानक: एपीआई 6ए, एपीआई 6डी
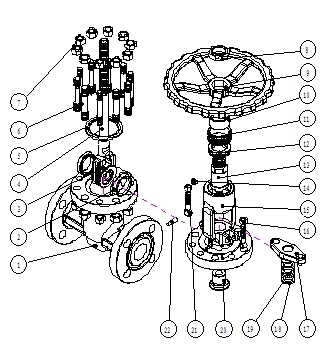
1.3 वाल्व की संरचना (चित्र 1 देखें)
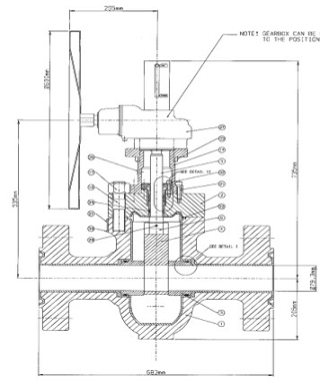
चित्र.1 गेट वाल्व
2. निरीक्षण एवं रखरखाव
2.1:बाहरी सतह का निरीक्षण:
यह जांचने के लिए कि क्या कोई क्षति है, वाल्व की बाहरी सतह का निरीक्षण करें और फिर क्रमांकन करें;एक कीर्तिमान बनाये।
2.2 शेल और सीलिंग का निरीक्षण करें:
जाँच करें कि क्या कोई रिसाव की स्थिति है और एक निरीक्षण रिकॉर्ड बनाएं।
3. वाल्व को अलग करना
जुदा करने और कनेक्टिंग बोल्ट को ढीला करने से पहले वाल्व को बंद कर देना चाहिए।ढीले बोल्टों के लिए उपयुक्त गैर-समायोज्य स्पैनर का चयन करना होगा, समायोज्य स्पैनर द्वारा नट आसानी से क्षतिग्रस्त हो जाएंगे।
जंग लगे बोल्ट और नट को मिट्टी के तेल या तरल जंग हटाने वाले पदार्थ से भिगोना चाहिए;पेंच धागे की दिशा की जाँच करें और फिर धीरे-धीरे मोड़ें।अलग किए गए हिस्सों को क्रमांकित, चिह्नित और क्रम में रखा जाना चाहिए।स्क्रैच से बचने के लिए स्टेम और गेट डिस्क को ब्रैकेट पर रखा जाना चाहिए।
3.1 सफ़ाई
सुनिश्चित करें कि स्पेयर पार्ट्स को मिट्टी के तेल, गैसोलीन या सफाई एजेंटों के साथ ब्रश से धीरे से साफ किया जाता है।
सफाई के बाद, सुनिश्चित करें कि स्पेयर पार्ट्स पर कोई ग्रीस और जंग न हो।
3.2 स्पेयर पार्ट्स का निरीक्षण।
सभी स्पेयर पार्ट्स का निरीक्षण करें और एक रिकॉर्ड बनाएं।
निरीक्षण परिणाम के अनुसार उपयुक्त रखरखाव योजना बनाएं।
4. स्पेयर पार्ट्स की मरम्मत
निरीक्षण परिणाम और रखरखाव योजना के अनुसार स्पेयर पार्ट्स की मरम्मत करें;यदि आवश्यक हो तो स्पेयर पार्ट्स को उसी सामग्री से बदलें।
4.1 गेट की मरम्मत:
① टी-स्लॉट की मरम्मत: वेल्डिंग का उपयोग टी-स्लॉट फ्रैक्चर की मरम्मत में किया जा सकता है, टी-स्लॉट विरूपण को ठीक करें, मजबूत बार के साथ दोनों तरफ वेल्ड करें।टी-स्लॉट बॉटम की मरम्मत के लिए सरफेसिंग वेल्डिंग का उपयोग किया जा सकता है।तनाव को खत्म करने के लिए वेल्डिंग के बाद हीट ट्रीटमेंट का उपयोग करें और फिर निरीक्षण के लिए पीटी प्रवेश का उपयोग करें।
②गिरे हुए की मरम्मत:
गिराए जाने का मतलब गेट सीलिंग फेस और सीट सीलिंग फेस के बीच अंतर या गंभीर अव्यवस्था है।यदि समानांतर गेट वाल्व गिरा दिया जाता है, तो ऊपर और नीचे की कील को वेल्ड किया जा सकता है, फिर पीसने की प्रक्रिया की जा सकती है।
4.2 सीलिंग फेस की मरम्मत
वाल्व के आंतरिक रिसाव का मुख्य कारण सीलिंग फेस क्षति है।यदि क्षति गंभीर है, तो सीलिंग फेस को वेल्ड, मशीनिंग और पीसने की आवश्यकता है।यदि गंभीर नहीं है, तो केवल पीसना।पीसना मुख्य विधि है।
एक।पीसने का मूल सिद्धांत:
पीसने वाले उपकरण की सतह को वर्कपीस के साथ जोड़ दें।सतहों के बीच की जगह में अपघर्षक डालें, और फिर पीसने के लिए पीसने वाले उपकरण को घुमाएँ।
बी।गेट सीलिंग फेस को पीसना:
ग्राइंडिंग मोड: मैनुअल मोड ऑपरेशन
प्लेट पर अपघर्षक को समान रूप से फैलाएं, वर्कपीस को प्लेट पर रखें, और फिर सीधी या "8" लाइन में पीसते समय घुमाएँ।
4.3 तने की मरम्मत
एक।यदि स्टेम सीलिंग फेस या खुरदरी सतह पर कोई खरोंच डिजाइन मानक से मेल नहीं खा सकती है, तो सीलिंग फेस की मरम्मत की जाएगी।मरम्मत के तरीके: फ्लैट ग्राइंडिंग, सर्कुलर ग्राइंडिंग, गॉज ग्राइंडिंग, मशीन ग्राइंडिंग और कोन ग्राइंडिंग;
बी।यदि वाल्व स्टेम 3% से अधिक मुड़ा हुआ है, तो सतह की फिनिश सुनिश्चित करने और दरार का पता लगाने की प्रक्रिया सुनिश्चित करने के लिए केंद्र रहित पीसने वाली मशीन द्वारा सीधा उपचार की प्रक्रिया करें।स्ट्रेटनिंग के तरीके: स्टेटिक प्रेशर स्ट्रेटनिंग, कोल्ड स्ट्रेटनिंग और हीट स्ट्रेटनिंग।
सी।तने के सिर की मरम्मत
स्टेम हेड का अर्थ है तने के खुले और बंद हिस्सों से जुड़े हिस्से (स्टेम गोला, स्टेम टॉप, टॉप वेज, कनेक्टिंग ट्रफ आदि)।मरम्मत के तरीके: काटना, वेल्डिंग करना, रिंग डालना, प्लग डालना आदि।
डी।यदि निरीक्षण आवश्यकता को पूरा नहीं कर सकता है, तो उसी सामग्री के साथ पुन: उत्पादन करना होगा।
4.4 यदि शरीर के दोनों किनारों पर निकला हुआ किनारा की सतह के साथ कोई क्षति होती है, तो मानक आवश्यकता से मेल खाने के लिए मशीनिंग की प्रक्रिया की जानी चाहिए।
4.5 बॉडी आरजे कनेक्शन के दोनों किनारे, यदि मरम्मत के बाद मानक आवश्यकता से मेल नहीं खाते हैं, तो उन्हें वेल्ड किया जाना चाहिए।
4.6 घिसे-पिटे हिस्सों को बदलना
पहनने वाले हिस्सों में गैस्केट, पैकिंग, ओ-रिंग आदि शामिल हैं। रखरखाव आवश्यकताओं के अनुसार पहनने वाले हिस्से तैयार करें और एक रिकॉर्ड बनाएं।
5. संयोजन एवं स्थापना
5.1 तैयारी: मरम्मत किए गए स्पेयर पार्ट्स, गैस्केट, पैकिंग, इंस्टॉलेशन उपकरण तैयार करें।सभी भागों को क्रम में रखें;जमीन पर मत लेटें.
5.2 सफाई जांच: स्पेयर पार्ट्स (फास्टनर, सीलिंग, स्टेम, नट, बॉडी, बोनट, योक आदि) को केरोसिन, गैसोलीन या सफाई एजेंट से साफ करें।सुनिश्चित करें कि कोई चिकनाई और जंग न हो।
5.3 स्थापना:
सबसे पहले, स्टेम और गेट सीलिंग फेस के इंडेंटेशन की जांच करें और कनेक्टिंग स्थिति की पुष्टि करें;
साफ रखने के लिए बॉडी, बोनट, गेट, सीलिंग फेस को साफ करें, पोंछें, स्पेयर पार्ट्स को क्रम में स्थापित करें और बोल्ट को सममित रूप से कस लें।
पोस्ट समय: मई-19-2022